24小时热线:
15838249653
24小时热线:
15838249653
联系人:杨总
手 机:18836941687
手 机:15838249653
联系人:张总
手 机:18738149653
联系人:李总
手 机:13676958117
网 址:www.lcgyjt.com
邮 箱:690580628@qq.com
地 址:河南省新郑市薛店镇神州路
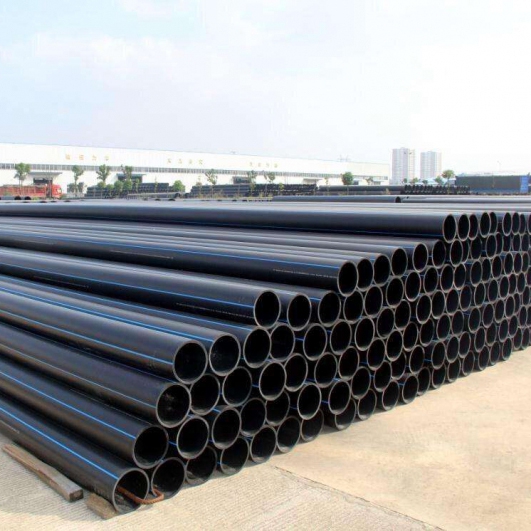
PE给水管热熔对焊的详细步骤及注意事项
PE给水管是一种环保管材,内壁光滑阻力小,管材重量轻易于施工,能够有效节约施工时间及施工成本。管材的连接一般采用焊接的方式,小编本次详细的介绍一下PE给水管使用热熔对焊的方法步骤及注意事项:
1.将焊机各部件的电源接通。必须使用220V、50Hz的交流电,梅花管厂家电压变化在10%以内,电源应有接地线;同时应保证加热板表面清洁、没有划伤。
2.将泵站与机架用液压导线接通。连接前应检查并清理接头处的污物,以免污物进入液压系统,进而损坏液压器件;液压导线接好后,应锁定接头部分,以防止高压工作时接头被打开的危险。

3.将待焊PE给水管夹紧,固定在机架上,熔接大口径管时,梅花管厂家能用废弃的管节或专用支架垫平,以保护管材和减小熔接过程中的摩擦力。
4.将机架打开,放入铣刀,旋转锁紧旋钮,将铣刀固定在机架上。启动泵站时,应在方向控制手柄处于中位时进行,严禁在高压下启动。
5.启动铣刀,闭合夹具,对PE给水管的端面进行切削。
6.当形成连续的切削时,降压,打开夹具,关闭铣刀。此过程一定要按照先降压,再打开夹具,关闭铣刀的顺序进行。
7.取下铣刀,闭合夹具,检查管子两端的间隙(间隙量不得大于0.3mm)。从机架上取下铣刀时,应避免铣刀与端面相碰撞,如已发生需重新铣削;铣削好的端面不要手摸或被油污等污染。
8.检查PE给水管的同轴度(较大错边量为管壁厚的10%)。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。
9.检查加热板的温度是否适宜(210℃±10℃),加热板的红指示灯应表现为亮或闪烁。从加热板上的一次灯亮起后,再等10min使用,以使整个加热板的温度均匀。
10.测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。